
江蘇張華科技有限公司
手機(jī):13961802200
電話(huà):0510-83557688
傳真:0510-83551210
郵箱:zhangpeijie@
zhanghuayaoji.com
zqz008@126.com
地址:無(wú)錫市惠山區(qū)石塘灣工業(yè)園(陡門(mén))
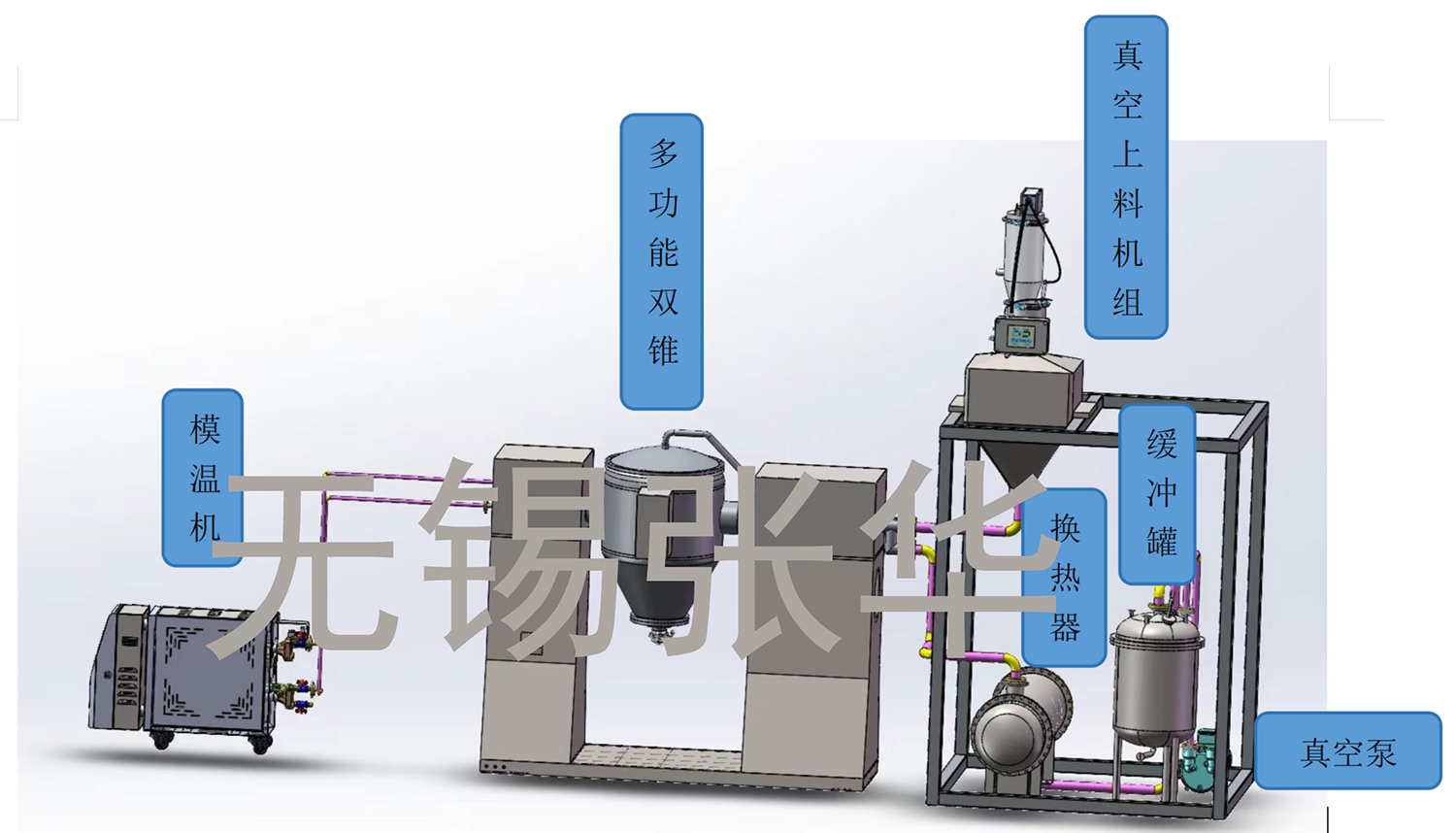
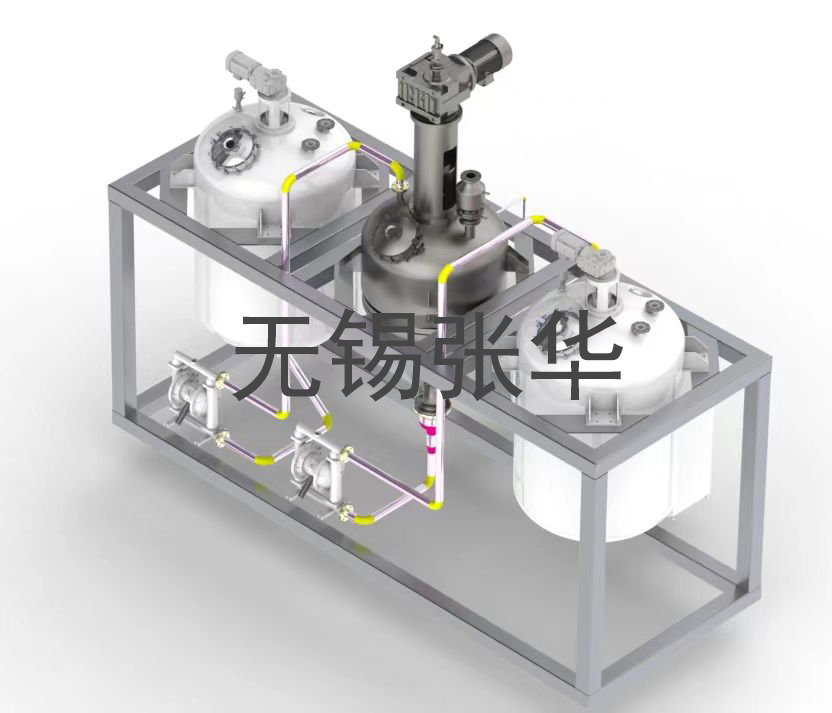
江蘇張華科技有限公司主營(yíng)產(chǎn)品:結(jié)晶設(shè)備,過(guò)濾洗滌二合一,過(guò)濾洗滌干燥三合一,過(guò)濾洗滌干燥一體機(jī)等。
江蘇張華科技有限公司 版權(quán)所有
手機(jī):13961802200(章女士)
電話(huà):0510-83551210 0510-83557688
傳真:0510-83558558 83551210
電子郵箱:zqz008@126.com
公司地址:無(wú)錫市惠山區(qū)洛社鎮(zhèn)陡門(mén)村